



DH-5860 BGA stanica za preradu
1.Model: DH-58602.Upravljanje ekranom osjetljivim na dodir: Da3.3 nezavisne zone grijanja: Da4.Mikro podešavanje protoka zraka: Za gornju glavu
Opis
DH-5860 BGA stanica za preradu
1.Primjena DH-5860 BGA Rework Station
Matična ploča računara, pametnog telefona, laptopa, MacBook logičke ploče, digitalne kamere, klima uređaja, TV-a i
ostala elektronska oprema iz medicinske industrije, industrije komunikacija, automobilske industrije itd.
Pogodno za različite vrste čipova: BGA, PGA, POP, BQFP, QFN, SOT223, PLCC, TQFP, TDFN, TSOP, PBGA, CPGA,
LED čip.
2. Karakteristike proizvoda DH-5860 BGA stanice za preradu

• Visoka stopa uspješnosti popravke strugotina.
(1) Precizna kontrola temperature.
(2) Ciljni čip se može zalemiti ili odlemiti dok nijedna druga komponenta na PCB-u nije oštećena. Nema lažnog zavarivanja
ili lažno zavarivanje.
(3) Tri nezavisna područja grijanja postepeno povećavaju temperaturu.
(4) Bez oštećenja čipa i PCB-a.
• Jednostavan rad
Humanizirani dizajn čini mašinu lakim za rukovanje. Obično radnik može naučiti da ga koristi za 10 minuta. br
potrebna su posebna profesionalna iskustva ili vještine, što vašoj kompaniji štedi vrijeme i energiju.
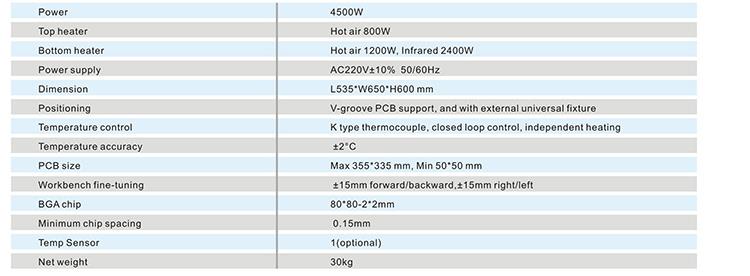
3.Specifikacija DH-5860 BGA stanice za preradu
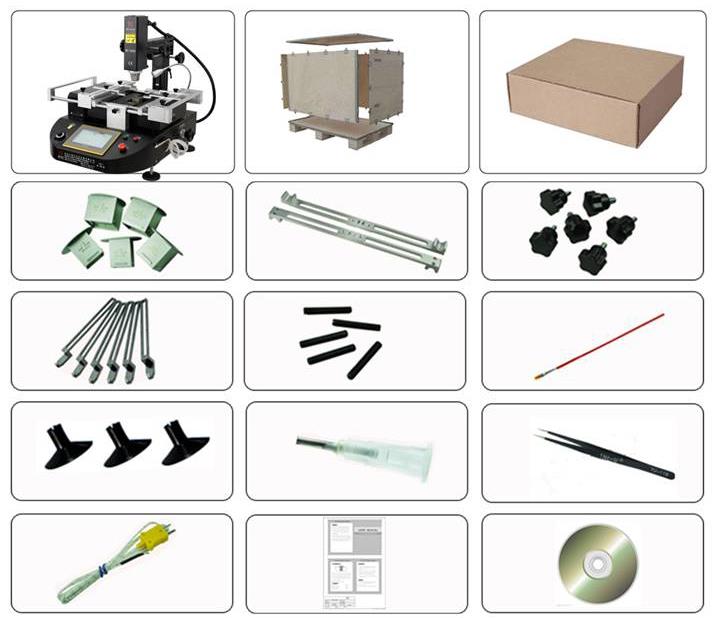
4.Detalji DH-5860 BGA stanice za preradu


5. Zašto odabrati našu DH-5860 BGA stanicu za preradu?


6. Certifikat DH-5860 BGA preradne stanice

7. Pakovanje i otprema DH-5860 BGA stanice za preradu
8. Povezana znanja o DH-5860 BGA Rework Station
Predgrijavanje - pretpostavka uspješne prerade
Istina je da dugotrajna obrada PCB-a na visokim temperaturama (315-426 stepen C) predstavlja mnoge potencijalne probleme. Termička oštećenja, kao npr
iskrivljenje jastučića i olova, raslojavanje podloge, bijele mrlje ili plikovi, promjena boje. Savijanje i gorenje ploče obično izazivaju inspektora
obratiti pažnju. Međutim, to što ne "izgori ploču" ne znači da "ploča nije oštećena". "nevidljivi"
oštećenje PCB-a od visokih temperatura je još ozbiljnije od gore navedenih problema. Decenijama, brojna suđenja su se ponavljala
pokazao da PCB i njihove komponente mogu biti "prođene" nakon prerade i testiranja, sa većom stopom propadanja od normalnih PCB ploča. The
"nevidljivi" problem takvog unutrašnjeg savijanja supstrata i slabljenja njegovih komponenti kola dolazi od različitih koeficijenata ekspanzije
od različitih materijala. Očigledno, ovi problemi nisu sami izloženi, čak ni neotkriveni na početku testa kola, ali još uvijek vrebaju u PCB-u
montaža.
Iako nakon "popravke" izgleda dobro, to je kao izreka: "Operacija je uspjela, ali pacijent nažalost umire". Uzrok ogromnog
termički stres je da kada sklop PCB-a na normalnoj temperaturi (21 stepen) iznenada dođe u kontakt sa lemilom sa izvorom toplote od oko 370 stepeni C,
alat za lemljenje ili glava vrućeg zraka za lokalno grijanje, temperaturna razlika ploče i njenih komponenti je oko 349 stepeni C. Promjena, proizvodi
fenomen "kokica".
Fenomen "kokica" odnosi se na fenomen da se vlaga koja postoji u integrisanom kolu ili SMD unutar uređaja brzo zagreva tokom
proces popravke, uzrokujući bubrenje vlage i mikro-pucanje ili pucanje. Zbog toga industrija poluvodiča i proizvodnja ploča zahtijevaju
proizvodno osoblje kako bi se minimiziralo vrijeme zagrijavanja i brzo podiglo na temperaturu povratnog toka prije ponovnog toka. U stvari, proces ponovnog spajanja PCB komponenti je već
uključuje fazu predgrijavanja prije ponovnog toka. Bez obzira da li pogon za montažu PCB-a koristi lemljenje valovima, infracrvenu parnu fazu ili konvekcijsko lemljenje,
svaka metoda je općenito prethodno zagrijana ili termički obrađena, a temperatura je općenito 140-160 stepeni. Mnogi problemi u preradi mogu se riješiti jednostavnim kratkoročnim
predgrijavanje PCB-a prije ponovnog lemljenja. Ovo je već nekoliko godina uspješno u procesu reflow. Dakle, prednosti prethodnog zagrevanja PCB sklopa
to reflow su višestruki.
Budući da predgrijavanje ploče smanjuje temperaturu povratnog toka, lemljenje valovima, zavarivanje u IC/parnoj fazi i konvekcijsko lemljenje povratnim strujanjem mogu se izvesti na
oko 260 stepeni.
Prednosti predgrijavanja su višestruke i sveobuhvatne
Prvo, predgrijavanje ili "izolacija" komponenti prije pokretanja povratnog toka pomaže da se aktivira fluks, uklanjajući okside i površinske filmove s površine metala koji se želi
zavarene, kao i isparljive tvari iz samog fluksa. U skladu s tim, takvo čišćenje aktiviranog fluksa neposredno prije reflow pojačava učinak vlaženja. Predgrijavanje zagrijava
cijeli sklop do temperature ispod tačke topljenja lema i ponovnog toka. Ovo uvelike smanjuje rizik od termičkog udara za podlogu i njene komponente.
U suprotnom će brzo zagrijavanje povećati temperaturni gradijent unutar sklopa i stvoriti toplinski šok. Veliki temperaturni gradijenti stvoreni unutar
montaža će stvoriti termomehanička naprezanja koja uzrokuju krhkost ovih materijala sa niskim termičkim širenjem, uzrokujući pucanje i oštećenje. SMT čip otpornici i
kondenzatori su posebno podložni termičkom udaru.
Osim toga, ako je cijeli sklop prethodno zagrijan, temperatura povratnog toka se može smanjiti i vrijeme povratnog toka može se skratiti. Ako nema predgrijavanja, jedini način je
za dalje povećanje temperature povratnog toka ili za produženje vremena povratnog toka. Koja god metoda nije prikladna, treba je izbjegavati.
Smanjeni popravci čine ploče pouzdanijima
Kao referenca za temperaturu lemljenja, metoda lemljenja je drugačija, a temperatura lemljenja je drugačija. Na primjer, većina talasnog lemljenja
temperatura je oko 240-260 stepeni C, temperatura lemljenja u parnoj fazi je oko 215 stepeni C, a temperatura povratnog lemljenja je oko 230 stepeni C. Tačno govoreći,
temperatura dorade nije viša od temperature povratnog toka. Iako je temperatura blizu, nikada nije moguće postići istu temperaturu. To je zato
svi procesi prerade zahtevaju samo zagrevanje lokalne komponente, a reflow zahteva zagrevanje celog sklopa PCB-a, bilo da se radi o talasnom lemljenju IR ili parnoj fazi
reflow lemljenje.
Drugi faktor koji ograničava temperaturu povratnog toka u preradi je zahtjev industrijskog standarda da temperatura komponenti oko tačke prerade
nikada ne sme preći 170 stepeni. Stoga, temperatura povratnog toka tokom prerade treba biti kompatibilna s veličinom samog sklopa PCB-a i veličinom komponente
biti reflowed. Pošto je to u suštini delimična prerada PCB-a, proces prerade ograničava temperaturu održavanja PCB-a. Raspon grijanja je lokaliziran
prerada je viša od temperature u proizvodnom procesu kako bi se nadoknadila apsorpcija topline cijelog sklopa ploče.
U tom smislu, još uvijek nema dovoljno razloga da se naznači da temperatura prerade cijele ploče ne može biti viša od temperature povratnog toka u proizvodnji
procesa, čime se približava ciljnoj temperaturi koju preporučuje proizvođač poluvodiča.





